
Technical features of main reduction gear of rolling mill (1)
- Categories:Company News
- Author:
- Origin:
- Time of issue:2018-11-18 18:44
- Views:
(Summary description)Themostcommonlyusedmainreducerofrollingmillisthefirstorsecondgradecylindricalgearreducer.Speedratio7-8isgenerallyusedasthedividinglineofthefirstorsecondreductiongear.Thecenterdistanceofthemaingearboxo

Technical features of main reduction gear of rolling mill (1)
(Summary description)Themostcommonlyusedmainreducerofrollingmillisthefirstorsecondgradecylindricalgearreducer.Speedratio7-8isgenerallyusedasthedividinglineofthefirstorsecondreductiongear.Thecenterdistanceofthemaingearboxo
- Categories:Company News
- Author:
- Origin:
- Time of issue:2018-11-18 18:44
- Views:
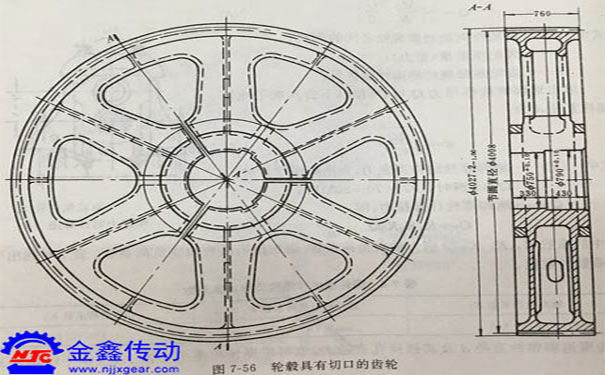
When the diameter of the gear is greater than 1,000mm, a notch is cast on the hub of the integral cast steel gear to reduce casting stress (figure 7-56). When the wheel is installed on the site, both sides of the wheel hub are heated with the fastening ring, and the cut is filled with babbitt alloy.
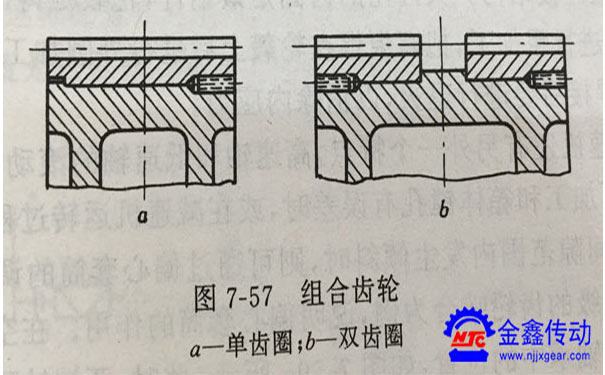
In order to make large gears have sufficient strength and save more valuable steel, the reducer of rolling mills usually adopts combined gears (figure 7-57). The wheel core of the combined gear is cast iron or steel, and the gear ring is forged steel or alloy. The height of the gear ring must be three times higher than that of the full tooth. When the gear is wide, double gear rings are available. Gear ring hot charging in heart, and hot charging temperature is 200-300 ℃, and the corresponding interference quantity is about one over one thousand the diameter of the ring gear to cooperate. In order to prevent possible loosening of the gear ring, in addition to sufficient overfilling during hot installation, there should be screw fixation on the joint surface of the gear ring and the wheel center. Furthermore, the spiral direction of the tooth should be such that the tooth ring can be attached to the convex shoulder of the wheel heart. In order to reduce the casting stress, the hub of the compound gear wheel core is often made with a cut. The disadvantage of combined gear is that there are many manufacturing processes and large amount of machining.
Scan the QR code to read on your phone

Domestic sales hotline:
025-56215336
Overseas:+86 18944068095
E-mail:hwb@njjxgear.com
Adress:No. 1, shuibao east road, nanqu district, lishui economic development zone, nanjing, jiangsu province
Nanjing jinxin transmission equipment co. LTD 苏ICP备11068727号-1

National Service Hotline:025-56215336


