
Technical features of the main reduction gear for steel rolling (ii)
- Categories:Company News
- Author:
- Origin:
- Time of issue:2018-11-18 18:43
- Views:
(Summary description)The welding structure of rolling mill reducer box is an important way to reduce weight. In addition, as a reduction gear manufacturer, the use of circular arc gear to improve the bearing capacity of

Technical features of the main reduction gear for steel rolling (ii)
(Summary description)The welding structure of rolling mill reducer box is an important way to reduce weight.
In addition, as a reduction gear manufacturer, the use of circular arc gear to improve the bearing capacity of
- Categories:Company News
- Author:
- Origin:
- Time of issue:2018-11-18 18:43
- Views:
In recent years, many applications have been made to the reducer of welding structure. Figure 7-58 is a two-stage cylindrical gear reducer for rough mill stand of 1700 tropical steel mill. Welding structure is adopted for the base of the box, the mailbox at the bottom and the box cover. In addition, the first - class and second - class big gears also use welding structure. The ring gear of the big gear is forged steel, the hub is cast steel, the amplitude plate is steel. Before welding, the inner and outer circles of the wheel hub are rough machining, and the second plate is welded on the wheel hub and the outer circle is processed. Finally, warm the gear ring and weld it. The large gear blank of rolling mill gear box should be annealed after welding to eliminate internal stress.
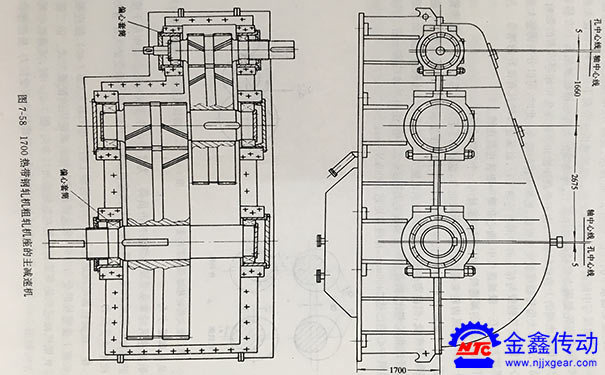
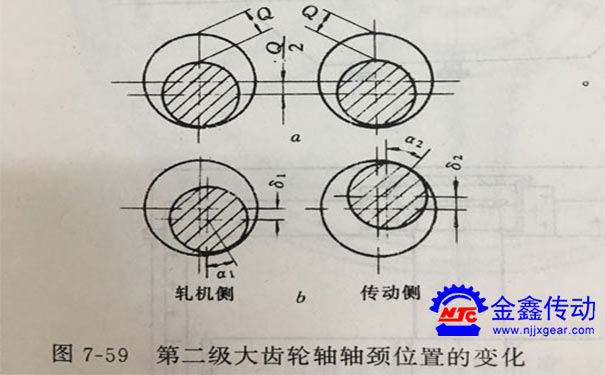
There is another feature of the main reducer of the rolling mill shown in FIG. 7-58. The rolling bearings of both high-speed and low-speed shafts are installed inside the eccentric sleeve. When there is error in the boring of box body of each gear face machining, or when the shaft is inclined within the range of bearing clearance due to different bearing forces at both ends in the process of reducer operation, it can be adjusted by eccentric sleeve to ensure good meshing of the gear. Taking the meshing of the second gear as an example, the effect of eccentric sleeve is illustrated. When idle, the journal of the big gear shaft is located in the rolling bearings at both ends of the reducer, as shown in figure 7-59a.At this point, both ends of the journal at the same position, with the same clearance, its axis and the axis of the intermediate gear axis parallel. When the rolling mill reducer is running under load, it is assumed that the big gear shaft rotates clockwise, then the big gear shaft neck of the transmission end moves to the upper right under the action of circular and radial force of the gear (figure 7-59b). And the big gear shaft journal at the gear shaft end, due to the influence of coupling shaft and gear shaft and other factors, will move to the lower right. In this way, the axis of the big gear is skewed, affecting gear meshing. At this point, the eccentric sleeve at both ends of the big gear shaft can be adjusted separately to make its axis parallel to the corresponding intermediate gear shaft, so as to ensure good meshing of the gear. In order to make the eccentric sleeve easy to adjust,
The welding structure of rolling mill reducer box is an important way to reduce weight.In addition, as a reduction gear manufacturer, the use of circular arc gear to improve the bearing capacity of gears has also been widely used. Circular arc gear has the advantages of high efficiency, less wear, large bearing capacity and long life. But its manufacturing precision requirements are also higher. The bending strength of circular arc gear is relatively lower than that of contact strength, but the bearing capacity determined by bending strength is still higher than that of the involute gear on the soft tooth surface. Compared with involute gear, the bearing capacity of circular arc gear is 2-2.5 times higher and the service life is about one times higher. At present, the central distance of the circular arc gear reducer has reached 3400mm, and the transfer torque is up to 1800kn.m.
Scan the QR code to read on your phone

Domestic sales hotline:
025-56215336
Overseas:+86 18944068095
E-mail:hwb@njjxgear.com
Adress:No. 1, shuibao east road, nanqu district, lishui economic development zone, nanjing, jiangsu province
Nanjing jinxin transmission equipment co. LTD 苏ICP备11068727号-1

National Service Hotline:025-56215336


